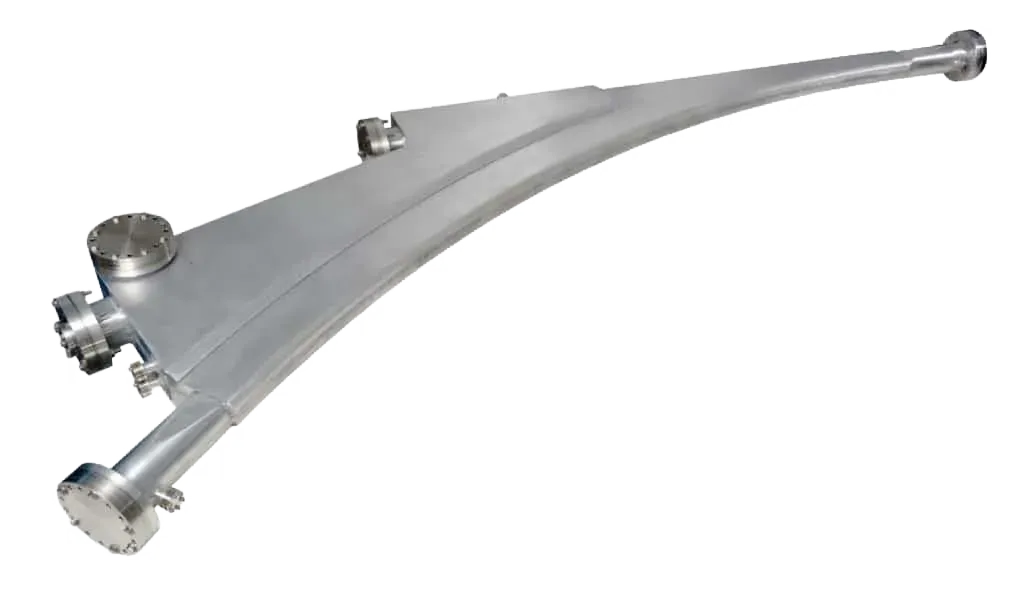
Aluminum Vacuum Chambers
Atlas Technologies specializes in aluminum vacuum chambers. Extensive research confirms that aluminum is a superior vacuum material for many applications. Take a look at the information below, and you'll see why the high and ultra high (HV and UHV) vacuum industry is rapidly embracing this versatile material.




Aluminum is a superior UHV chamber material because it has 10,000,000x (7 orders of magnitude) less hydrogen permeation than stainless steel. As a result, aluminum chambers have far less hydrogen-based contamination such as H2, H2O, and hydrocarbon vapor at HV and UHV levels. Aluminum also has less carbon contamination than stainless steel.
With 10x the thermal conductivity and 21x the thermal diffusivity, aluminum chambers bake faster and more evenly than stainless steel chambers. Surface gasses are efficiently removed because the heat spreads quickly and uniformly throughout the chamber leaving few cold spots for gasses to re-condense. Once baked, Atlas’ aluminum vacuum chambers typically cycle to high vacuum and UHV levels faster than stainless steel chambers and require less pumping.
To further improve vacuum properties, Atlas treats each aluminum chamber with a light acid wash which produces a thin, dense aluminum oxide. This serves as a clean, resistive barrier, reducing diffusion and desorption of contaminates.
Consider the superior vacuum properties of aluminum:
- Aluminum chambers can be baked at 150C versus stainless which must be baked at 250C.
- Aluminum surfaces retain their initial bake and don’t require a full 24 hour bake when the chamber is exposed to atmosphere, unlike stainless which requires a full bake, often 48+ hours, each time the chamber is vented.
- Outgassing rates of 1 x 10-13 Torr liter/sec cm2, or better, make aluminum suitable for extreme high vacuum (XHV).
- 7 orders of magnitude less H2 than stainless for ultra-pure vacuum
- Less carbon for reduced contamination
- 10x the thermal conductivity and 21x the thermal diffusivity for efficient bake outs and unmatched thermal performance
- High resistance to a variety of chemicals
- The option to be anodized for electrical or chemical resistance
- Low Z (low nuclear activation) for less residual radiation
- Non-magnetic for applications that require it (read more)
- High vibration dampening (low Young’s modulus) for increased vibration absorption
- High thermal emissivity, for reflecting or radiating heat
- 1/3rd the weight of stainless for superior manageability
- Lower material costs
- Machinability up to 10x faster than stainless steel reduces manufacturing costs
The following physical properties of aluminum describe why it is an excellent vacuum material:
Outgassing Properties
One of the most important properties of a vacuum material is the outgassing rate as this determines the ultimate pressure that may be obtained in the vacuum chamber. Repeatable outgassing rates of <1 x 10-13 to 1 x 10-14 Torr liter/sec cm2 are attainable in aluminum UHV systems, and only attainable in stainless with elaborate high temperature baking and surface treatments. This outgassing capability makes aluminum a competitive material for the construction of UHV systems.
Thermal Conductivity
Depending on the alloy, aluminum’s thermal conductivity ranges between 170 W/mK and 230 W/mK. Stainless steels, by contrast, have thermal conductivities that are between 14 W/mK and 16 W/mK, so aluminum’s thermal conductivity is roughly 10x that of stainless steel. Additionally, aluminum diffuses heat 21x faster than stainless steel.
This huge difference in thermal properties is the reason that aluminum chambers are much simpler and more effective to bake than stainless steel. The high conductivity and diffusivity allows chambers to be quickly and evenly heated resulting in a thorough bake where adsorbed surface gases can be reliably removed from the walls of the chamber without recondensing in the cooler surfaces.
High thermal conductivity is an advantage in systems that require a uniform process temperature. It also allows for rapid temperature cycling, enabling process temperatures to ramp or change rapidly.
For this reason, Atlas makes many custom aluminum optics chambers and breadboards. The high thermal conductivity of aluminum permits transient heat to equalize within the chamber walls which results in predictable thermal expansion over large areas of the chamber. Stainless steel, although it has a lower coefficient of thermal expansion, concentrates heat, causing the chamber to twist unpredictably and curl when heated. Aluminum spreads the heat and expands or contracts consistently to allow compensation for any temperature related expansion or contraction.
Weight
Aluminum is roughly 1/3 the weight of stainless steel (2.8 g/cm3 [Al] vs. 8.0 g/cm3 [stainless steel alloys]). Aluminum’s strength to weight ratio is better than stainless, therefore aluminum chambers are often used in applications where weight reduction is important such as aerospace, and portable and handheld applications.
The cost burden associated with excess weight begins when the raw materials are handled and progresses throughout the manufacturing process. It affects all production steps, including shipping, installation, and even the architectural engineering and construction of the environment surrounding the chamber.
Magnetic Properties
Aluminum is nonmagnetic, whereas stainless steel, being essentially an alloy of iron, exhibits residual magnetism. With very low magnetic permeability, aluminum induces almost no field distortion in the presence of a charged particle or magnetic influence, making it advantageous for applications involving charged particle beams because the vacuum chamber will not modify the fields created from the beam control magnets. Read more about why aluminum vacuum chambers are ideal for non-magnetic applications.
Radioactivity
Aluminum has a more rapid (better) decay of induced radioactivity than stainless steel. If both materials are bombarded with the same flux of charged particles, the residual radioactivity will typically be one to two orders of magnitude less for an aluminum sample than for an identically shaped stainless-steel sample. The nuclear half-life of elements that make up stainless steel suggests that alpha-particle contamination is always present in stainless steel and a possible source of circuit damage.
Cobalt is a constituent in stainless steel and cobalt has a very long half-life making stainless a poor choice of applications where activation can occur.
Aluminum also has a low neutron cross section making it transparent to many velocities of neutrons. When neutron activated, it has a very short half-life and can become non-radioactive quickly.
Corrosion
The corrosion of both aluminum and stainless-steel alloys in reactive gasses is more complicated than commonly understood. Experimental work performed on various alloys in different reactive gaseous environments shows that both aluminum and stainless steel are subject to attack by reactive gasses. For example, halogen gasses are damaging to both aluminum and stainless steel.
Aluminum is no worse regarding corrosion than stainless steel. It simply has different reaction dynamics that do not serve as a source of iron and nickel contamination, one of the most significant yield-limiting factors for silicon IC production.
Vibration Absorption
Aluminum has a lower Young’s Modulus than stainless steel which means it is less stiff. This is beneficial in many precision applications because unlike stainless steel it does not “ring” like a bell. Aluminum dampens (attenuates) vibrations and absorbs vibrations that can be a problem where precision is needed. This is valuable in applications like optics, synchrotron beam lines and lithography as well as many other semiconductor manufacturing applications where aluminum absorbs vibration so that the process can be conducted stably.
The special properties of aluminum make it the clear choice for many applications. Aluminum chambers can be dependably sealed with conventional CF flanges using Atlas CFBI and ATCR bimetallic flanges found in our standard fitting and flanges sections.
Atlas aluminum vacuum chamber production techniques, chamber configurations, or combinations thereof, employed by Atlas include:

HOW CAN WE ASSIST IN YOUR PRODUCT DEVELOPMENT NEEDS?
From our first custom aluminum vacuum chamber, to our recent niobium to stainless steel fittings for satellite delivery rockets, to our standard bimetal and titanium flanges and fittings, Atlas Technologies has been the solution of choice for mission critical projects around the world. Whether you have a rough sketch, a full-fledged design, or just need a handful of our US-manufactured bimetal products, we can help.
WE PROUDLY SERVE THESE CLIENTS






